多年潜心专注
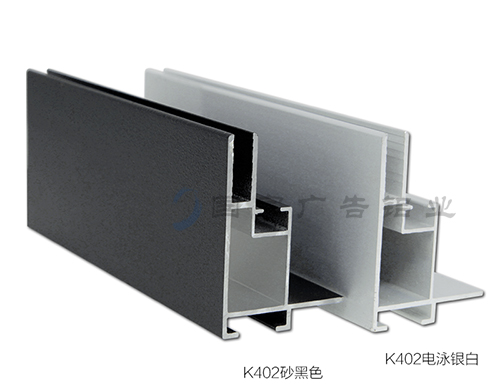
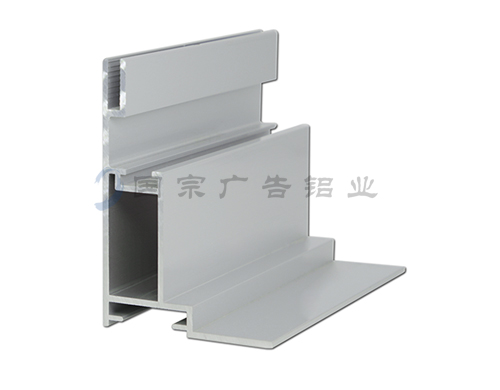
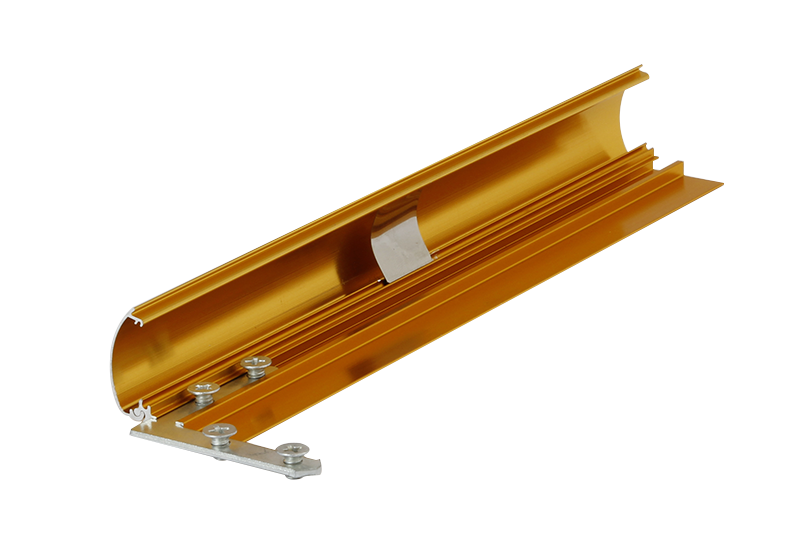
研发、生产各种广告灯箱铝型材


多年潜心专注
研发、生产各种广告灯箱铝型材

电 话:186-6546-3626
传 真:0757-88048677
邮 箱:731731188@qq.com
网 址:yxffhny.com
地 址1:湖南省常德市桃源县陬市镇指防口大桥
乐彩汇地 址2:佛山市南海区狮山镇茶田大街北自编28号
画框铝材挤压加工制造中怎样避免缩尾的主要措施:减低铝锭温度与工具温度差,或使用低温挤压。辽宁广告型材确保铸锭表面整洁,加温均匀.严禁在挤压成型垫片上抹油或用油布擦挤压垫。增强模具和挤压成型筒的表面光滑度,及时清理挤压筒。挤压整个过程快完毕时减低挤压速度。广告型材批发乐彩汇使用润滑挤压和反向挤压。按照规定留残料和切尾,或适度增大残料厚度。以上就是画框铝材挤压过程中遇到的一些问题与解决方法。
画框铝材在铸造铝棒的过程中,铝棒里面金属元素和组织有不均匀的状况,另外里面通常都存在着残余应力,为解决铸锭的残余应力,辽宁广告型材解决铸锭的金属元素和组织的不均匀,从而改变铸锭的压力加工工艺性与画框铝材的一些特性,这就必须要对铸锭开展均匀处理,铸锭的均匀化处理就是在均质炉内开展。均质炉的热风循环系统选用多台大风量的风机串联使用,确保使炉内的极小温差均质炉的加热系统用多支烧咀多点加热,广告型材批发乐彩汇烧咀的燃烧都为比例控制,确保燃烧彻底,且炉内温度均匀。均质炉的装卸料是通过复合三维料车来完成,复合三维料车能在前、后、左、右、上、下6个方位运作,装卸料自动开展。均质炉的冷却系统为水冷和风冷紧密结合,画框铝材在低成本的状况下做到非常好的冷却效果。
拉伸必定要在画框铝合金型材冷却到50度以下方可移到拉伸架上进行拉伸作业,辽宁广告型材温度过高即拉伸既会烫坏人体,烫坏毛条,更因为不能彻底消除画框铝合金型材内应力而在时效前后呈现曲折,扭拧,功能不良等废品。拉伸量的操控在1%摆布,而且要注意拉伸量过高会发生头中尾尺度误差,外表水纹状麻花(鱼鳞)痕,延伸率低,硬度偏高发脆(塑性低)。过低的拉伸量会使画框型材抗压强度及硬度偏低,乃至时效(淬火)也无法提高硬度,型材易弧形曲折(俗称大刀弯)。为操控拉伸变形量和非常好的操控整条画框型材的尺度变化,广告型材批发乐彩汇要选用适宜的专用夹垫和适宜的方式方法。特别是开口料,圆弧料,悬臂料,以及曲折形状的型材更要留意拉伸夹垫的合理有用运用。

铝型材加工厂生产制造出来的画框铝材,除去常规的检查方式,还有一种检查画框铝材好坏的方式,这就是铝型材的膜了,实际上不一样品质的相框铝材,转化膜的时间都是有差别的!铝成份的好坏可在碱蚀时区别出来,如碱蚀后制作表面有过多的黑灰色膜,或者红色膜,则必定是含硅或含铜较高的铝,辽宁广告型材批发对这类铝的化学转化成膜时间就该减短,不然所获膜层也必定无法达到导电标准。所以氧化时需按照不一样铝型材控制的时间也不一样。为保证这一点,不一样型号的铝材制作,也不可以捆绑在同一串中,避免无法控制彼此合适的氧化时间。画框铝材,新型广告型材批发经导电性化学转化处理后,表面光泽度的差别,比因其它生产工艺配方不一样,所获的氧化膜差别更明显。铝质纯度高、成膜慢;铝质纯度低,反而成膜快。
乐彩汇手机:姚先生:151-7363-1133
乐彩汇座机:0757-88048677
乐彩汇邮箱:731731188@qq.com
佛山市国宗金属制品有限公司
地址:佛山市南海区狮山镇茶田大街北自编28号

扫一扫,微信咨询
东北部区域廖经理 |
华北部区域刘经理 |
西南部区域文经理 |
中南部区域林经理 |





